题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
罐底与罐壁连接的角焊缝采用焊条电弧焊焊接的工艺措施是:由数对焊工对称均匀分布并()。A.相邻焊
罐底与罐壁连接的角焊缝采用焊条电弧焊焊接的工艺措施是:由数对焊工对称均匀分布并()。
A.相邻焊工相向施焊
B.对称施焊
C.自下向上焊接
D.从罐内、外沿同一方向分段焊接
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
罐底与罐壁连接的角焊缝采用焊条电弧焊焊接的工艺措施是:由数对焊工对称均匀分布并()。
A.相邻焊工相向施焊
B.对称施焊
C.自下向上焊接
D.从罐内、外沿同一方向分段焊接
如果结果不匹配,请 联系老师 获取答案
 更多“罐底与罐壁连接的角焊缝采用焊条电弧焊焊接的工艺措施是:由数对…”相关的问题
更多“罐底与罐壁连接的角焊缝采用焊条电弧焊焊接的工艺措施是:由数对…”相关的问题
A.中幅板,先焊短焊缝,后焊长焊缝
B.弓形边缘板对接焊缝,宜采用对称施焊的方法
C.罐底与罐壁连接的角焊缝,采用分段退焊法
D.罐底边缘板与中幅板之间的收缩缝,第一层焊接应采用分段退焊法或跳焊法
E.罐底与罐壁连接的角焊缝,先焊罐外侧、后焊内侧
A.罐壁环缝的手工焊接,焊工应均匀分布,并沿同一方向施焊
B.罐底边缘板与中幅板之间的收缩缝,第一层采用分段退焊法
C.罐底中幅板采用搭接接头时,先焊长焊缝,后焊短焊缝
D.罐底与罐壁连接的角焊缝,由数对焊工对称均匀分布,并沿同一方向分段施焊
A.③①④②
B.①②③④
C.①③②④
D.③①②④
A.底板边缘板对接接头采用不等间隙,间隙要外小内大
B.边缘板采用隔缝焊接,边缘板先焊接外侧300mm左右的焊缝,内侧待边缘板与壁板的角缝焊接后再施焊
C.中幅板焊接先焊短焊缝、后焊长焊缝,采用分段退焊或跳焊的方法
D.罐底与罐壁连接的角焊缝,先焊内侧环形角缝,再焊外侧环形角缝
E.壁板焊接要先纵缝、后环缝,环缝焊工要对称分布,沿同一方向施焊
A.由数对焊工对称均匀分布
B.从罐内、外沿同一方向进行分段焊接
C.由数名焊工对称均匀分布
D.从罐内、外沿同一方向进行不分段连续焊
E.应由1至3名技术好的焊工进行分段焊接
A.中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板与中幅板之间的收缩缝→边缘板剩余对接焊缝
B.中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝
C.罐底边缘板对接焊缝靠边缘的300mm部位→中幅板焊缝→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝
D.中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→边缘板剩余对接焊缝→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板与中幅板之间的收缩缝
A.壁厚小于或等于10mm的纵向焊缝,采用焊条电弧焊时,错边量不应大于1mm
B.壁厚大于10mm的纵向焊缝,采用焊条电弧焊时,错边量不应大于板厚的0.1倍
C.采用自动焊时纵向焊缝错边量均不应大于1mm,环向焊缝错边量均不应大于1.5mm
D.环向焊缝,当上圈壁板厚度小于或8mm时,任何一点的错边量均不应大于1.5mm
E.环向焊缝,当上圈壁板厚度大于8mm时,任何一点的错边量均不应大于2mm
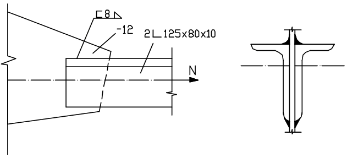
设计图所示角钢与连接板的连接角焊缝,采用三面围焊。承受轴心力设计值N=830kN(静力荷载)。角钢为 与厚度为12mm的节点板连接,长边相并。钢材为Q235B,焊条电弧焊,焊条为E43型。
与厚度为12mm的节点板连接,长边相并。钢材为Q235B,焊条电弧焊,焊条为E43型。